

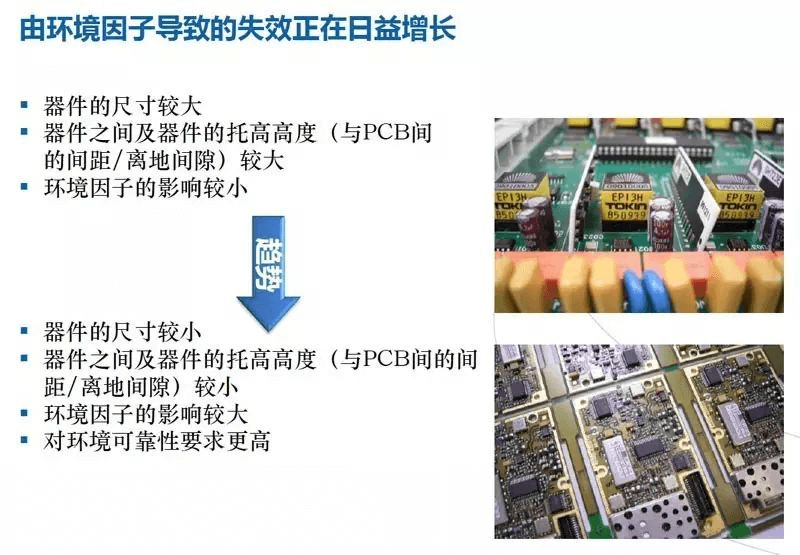
PCBA құрамдас бөліктерінің өлшемі кішірек және кішірек болған сайын, тығыздық жоғары және жоғары болады; Құрылғылар мен құрылғылар арасындағы тіреу биіктігі (ПХД және жердегі клиренс арасындағы қашықтық) азайып барады және қоршаған орта факторларының PCBA-ға әсері де артып келеді. Сондықтан біз электронды өнімдердің PCBA сенімділігіне жоғары талаптар қоямыз.
1. Экологиялық факторлар және олардың әсері
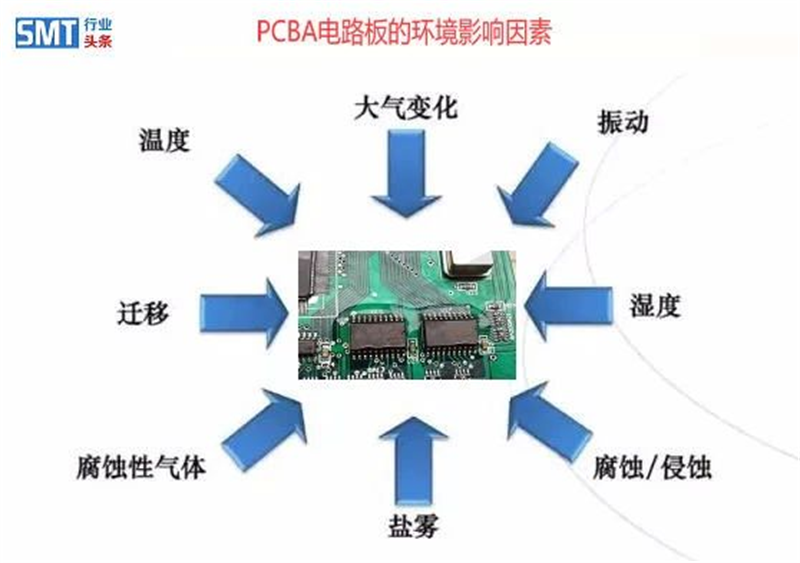
Ылғалдылық, шаң, тұз спрейі, зең және т.б. сияқты жалпы қоршаған орта факторлары PCBA әртүрлі ақаулық мәселелерін тудыруы мүмкін.
Ылғалдылық
Сыртқы ортадағы барлық дерлік электрондық ПХД компоненттері коррозия қаупіне ұшырайды, олардың ішінде су коррозияның ең маңызды ортасы болып табылады. Су молекулалары кейбір полимерлі материалдардың торлы молекулярлық саңылауына еніп, ішкі бөлікке еніп, коррозияны тудыру үшін жабынның түйреуіш тесігі арқылы астындағы металға жету үшін жеткілікті кішкентай. Атмосфера белгілі бір ылғалдылыққа жеткенде, ол ПХД электрохимиялық миграциясын, ағып кету тогын және жоғары жиілікті тізбектегі сигналдың бұрмалануын тудыруы мүмкін.
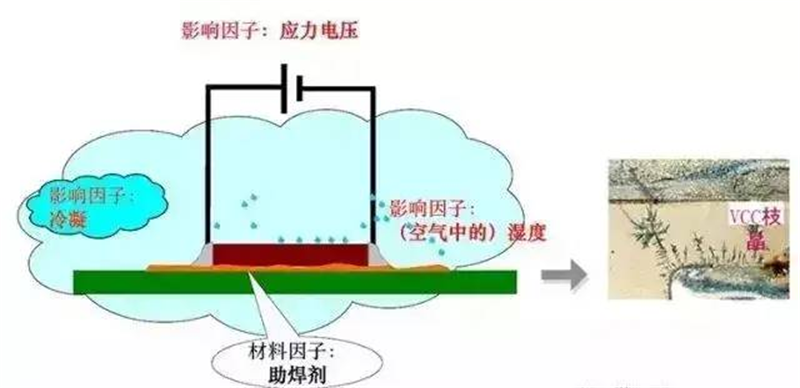
Бу/ылғалдылық + иондық ластаушы заттар (тұздар, ағынның белсенді заттары) = өткізгіш электролиттер + кернеу кернеуі = электрохимиялық миграция
Атмосферадағы RH 80%-ға жеткенде қалыңдығы 5~20 молекулалық су қабықшасы пайда болады және молекулалардың барлық түрлері еркін қозғала алады. Көміртек болған кезде электрохимиялық реакциялар болуы мүмкін.
RH 60% жеткенде, жабдықтың беткі қабаты 2 ~ 4 су молекуласының қалың су қабығын құрайды, ластаушы заттар еріген кезде химиялық реакциялар болады;
Атмосферада RH < 20% болғанда, барлық дерлік коррозия құбылыстары тоқтайды.
Сондықтан ылғалға төзімділік өнімді қорғаудың маңызды бөлігі болып табылады.
Электрондық құрылғылар үшін ылғал үш түрде келеді: жаңбыр, конденсация және су буы. Су - металдарды коррозияға ұшырататын коррозиялық иондардың көп мөлшерін ерітетін электролит. Жабдықтың белгілі бір бөлігінің температурасы «шық нүктесінен» (температура) төмен болғанда, бетінде конденсация пайда болады: құрылымдық бөліктер немесе PCBA.
Шаң
Атмосферада шаң бар, шаңмен адсорбцияланған ионды ластағыштар электронды жабдықтың ішкі бөлігінде орналасады және бұзылады. Бұл өрістегі электронды ақаулармен жиі кездесетін мәселе.
Шаң екі түрге бөлінеді: дөрекі шаң – диаметрі 2,5~15 микрон дұрыс емес бөлшектер, әдетте ақаулық, доғалық және басқа да проблемаларды тудырмайды, бірақ қосқыш контактісіне әсер етеді; Ұсақ шаң – диаметрі 2,5 мкм-ден аз біркелкі емес бөлшектер. Ұсақ шаңның PCBA (шпон) үстінде белгілі бір адгезиясы бар, оны тек антистатикалық щеткамен кетіруге болады.
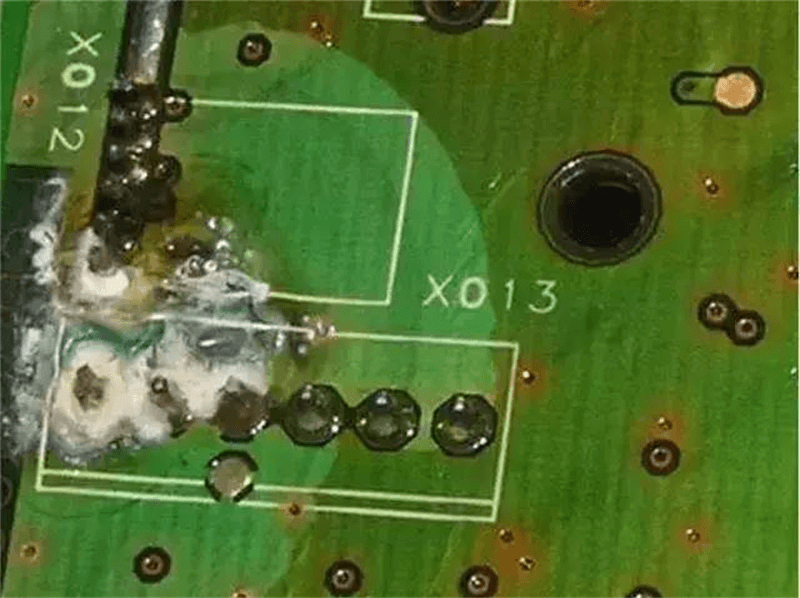
Шаң қаупі: а. ПХБА бетінде шаңның шөгуіне байланысты электрохимиялық коррозия пайда болып, бұзылу жылдамдығы артады; б. Шаң + ылғалды жылу + тұзды тұман PCBA-ға ең көп зиян келтірді, ал электронды жабдықтың істен шығуы көгеру және жаңбыр маусымы кезінде жағалауға, шөлге (тұзды-сілтілі жер) және Хуайхэ өзенінің оңтүстігіне жақын маңдағы химия өнеркәсібі мен тау-кен өндіру аймағында ең көп болды.
Сондықтан шаңнан қорғау өнімнің маңызды бөлігі болып табылады.
Тұз спрейі
Тұз спрейінің түзілуі:Тұзды шашырату мұхит толқындары, толқындар, атмосфералық айналым (муссон) қысымы, күн сәулесі және т.б. сияқты табиғи факторлардың әсерінен болады. Ол желмен бірге ішке қарай жылжиды, ал оның концентрациясы жағалаудан қашық болған сайын азаяды. Әдетте, тұзды спрейдің концентрациясы жағалаудан 1 км қашықтықта болған кезде жағалаудың 1% құрайды (бірақ тайфун кезінде ол ұзағырақ соғады).
Тұз спрейінің зияндылығы:а. металл конструкциялық бөлшектердің жабынына зақым келтіру; б. Электрохимиялық коррозия жылдамдығының үдеуі металл сымдардың сынуына және тетіктердің істен шығуына әкеледі.
Коррозияның ұқсас көздері:а. Қолдың терінде тұз, мочевина, сүт қышқылы және басқа химиялық заттар бар, олар электронды жабдыққа тұз бүріккіш сияқты коррозиялық әсер етеді. Сондықтан құрастыру немесе пайдалану кезінде қолғап кию керек, жабынды жалаң қолмен ұстауға болмайды; б. Флюсте галогендер мен қышқылдар бар, оларды тазалау және олардың қалдық концентрациясын бақылау қажет.
Сондықтан тұзды спрейдің алдын алу өнімдерді қорғаудың маңызды бөлігі болып табылады.
Зең
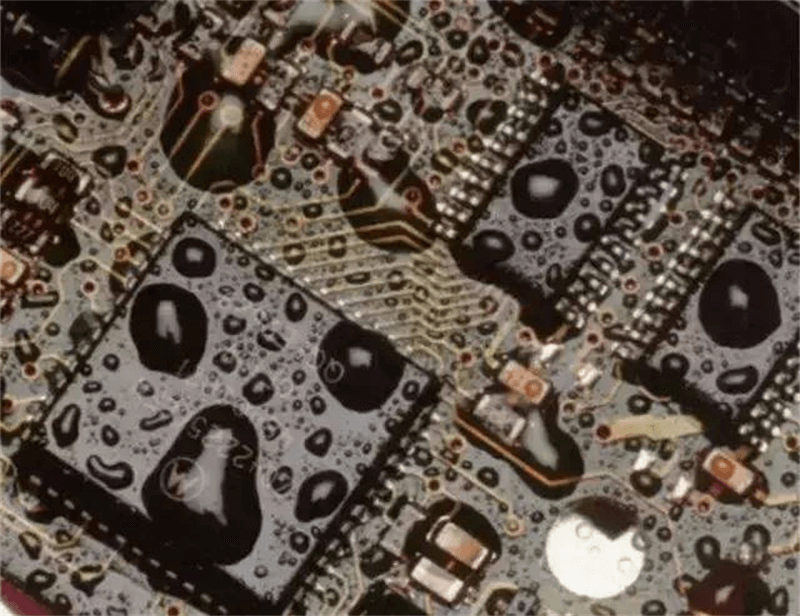
Зең, жіп тәрізді саңырауқұлақтардың жалпы атауы, «көгерген саңырауқұлақтар» дегенді білдіреді, әдетте гүлденген мицелий түзеді, бірақ саңырауқұлақтар сияқты үлкен жеміс денелерін шығармайды. Ылғалды және жылы жерлерде көптеген заттар жалаңаш көзбен бұлыңғыр, флокулентті немесе өрмек тәрізді колониялардың бір бөлігі, яғни көгереді.
ІНЖІР. 5: ПХД көгеру құбылысы
Зеңнің зияны: а. зеңнің фагоцитозы және көбеюі органикалық материалдардың оқшаулауын төмендетеді, зақымдайды және істен шығарады; б. Зеңнің метаболиттері органикалық қышқылдар болып табылады, олар оқшаулау мен электрлік беріктікке әсер етеді және электр доғасын тудырады.
Сондықтан зеңге қарсы қорғаныс құралдарының маңызды бөлігі болып табылады.
Жоғарыда аталған аспектілерді ескере отырып, өнімнің сенімділігі жақсырақ қамтамасыз етілуі керек, ол сыртқы ортадан мүмкіндігінше төмен оқшаулануы керек, сондықтан пішінді жабу процесі енгізіледі.
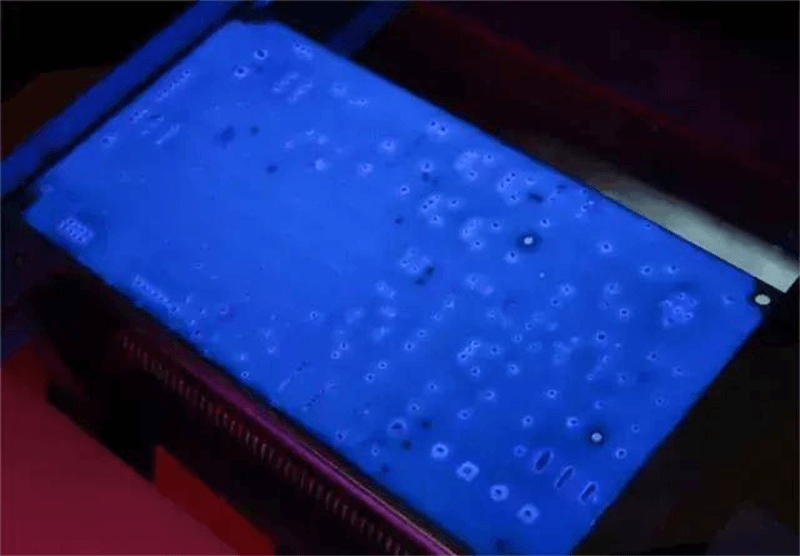
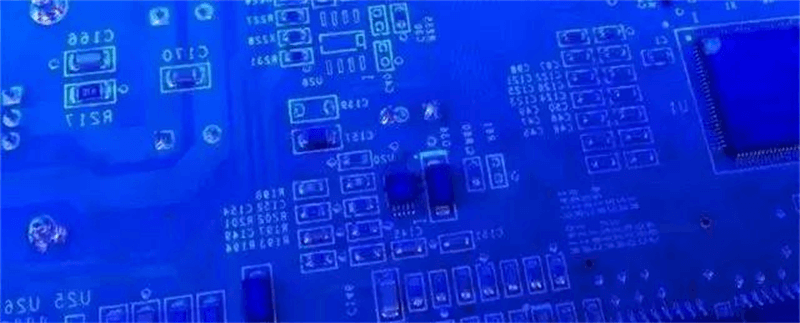
ПХД-ны жабу процесінен кейін, күлгін шамның түсіру әсері астында түпнұсқа жабын өте әдемі болуы мүмкін!
Үш бояуға қарсы жабынПХД бетіне жұқа қорғаныш оқшаулағыш қабатын жабуды білдіреді. Бұл қазіргі уақытта ең жиі қолданылатын дәнекерлеуден кейінгі жабын әдісі, кейде беттік жабын және конформды жабын деп аталады (ағылшынша атауы: жабу, конформды жабу). Ол сезімтал электрондық компоненттерді қатал ортадан оқшаулайды, электрондық өнімдердің қауіпсіздігі мен сенімділігін айтарлықтай жақсартады және өнімдердің қызмет ету мерзімін ұзартады. Үш бояуға қарсы жабын тізбекті/компоненттерді ылғал, ластаушы заттар, коррозия, кернеу, соққы, механикалық діріл және жылу циклі сияқты қоршаған орта факторларынан қорғай отырып, өнімнің механикалық беріктігі мен оқшаулау сипаттамаларын жақсартады.
ПХД жабу процесінен кейін бетінде мөлдір қорғаныс пленкасын жасаңыз, су мен ылғалдың енуін тиімді болдырмайды, ағып кетуді және қысқа тұйықталуды болдырмайды.
2. Қаптау процесінің негізгі нүктелері
IPC-A-610E (Электрондық құрастыруды сынау стандарты) талаптарына сәйкес ол негізінен келесі аспектілерде көрсетіледі:
Аймақ
1. Қаптауға болмайтын аймақтар:
Алтын төсемдер, алтын саусақтар, металл саңылаулар, сынақ саңылаулары сияқты электр қосылымдарын қажет ететін аймақтар;
Батареялар мен аккумуляторларды бекіткіштер;
Қосқыш;
Сақтандырғыш және корпус;
Жылу бөлу құрылғысы;
Секіргіш сым;
Оптикалық құрылғының линзасы;
Потенциометр;
Датчик;
Жабық қосқыш жоқ;
Қаптау өнімділікке немесе жұмысқа әсер етуі мүмкін басқа аймақтар.
2. Қаптау керек аймақтар: барлық дәнекерлеу қосылыстары, түйреуіштер, тетіктер және өткізгіштер.
3. Қосымша аймақтар
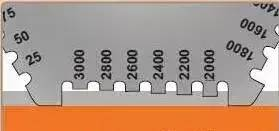
Қалыңдығы
Қалыңдығы баспа тізбегінің құрамдас бөлігінің тегіс, кедергісіз, қатып қалған бетінде немесе құрамдас бөлікпен процестен өтетін бекітілген пластинада өлшенеді. Бекітілген тақталар баспа тақталарымен немесе металл немесе шыны сияқты басқа кеуекті емес материалдармен бірдей материалдан болуы мүмкін. Ылғал пленка қалыңдығын өлшеу дымқыл және құрғақ пленка қалыңдығы арасында құжатталған түрлендіру қатынасы болған кезде жабын қалыңдығын өлшеудің қосымша әдісі ретінде де пайдаланылуы мүмкін.

1-кесте: жабын материалының әрбір түрі үшін стандартты қалыңдық диапазоны
Қалыңдықты сынау әдісі:
1. Құрғақ пленка қалыңдығын өлшейтін құрал: микрометр (IPC-CC-830B); b Құрғақ пленка қалыңдығын тексеру құралы (темір негіз)
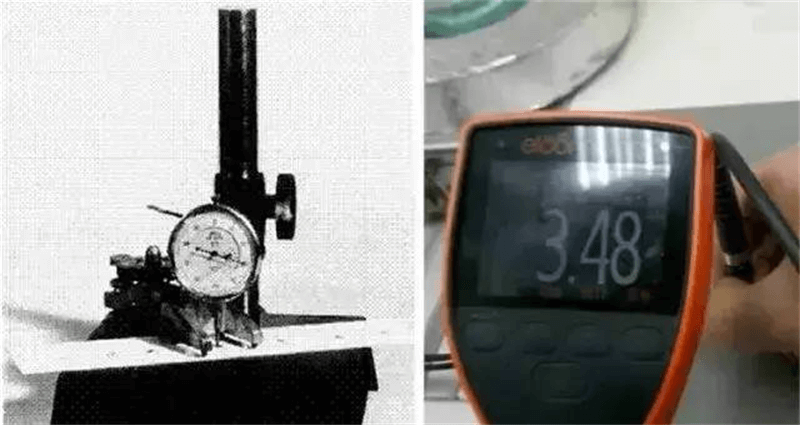
Сурет 9. Микрометрлік құрғақ пленка аппараты
2. Ылғал пленка қалыңдығын өлшеу: дымқыл пленка қалыңдығын ылғалды пленка қалыңдығын өлшеу құралы арқылы алуға болады, содан кейін желімнің қатты құрамының пропорциясы бойынша есептеуге болады.
Құрғақ пленканың қалыңдығы
Суретте. 10, ылғалды пленка қалыңдығы дымқыл пленка қалыңдығын сынаушы арқылы алынды, содан кейін құрғақ пленка қалыңдығы есептелді.
Шеттік ажыратымдылық
Анықтама: Қалыпты жағдайда желі жиегінен шығатын бүріккіш клапанның шашыратқышы өте түзу болмайды, әрқашан белгілі бір саңылау болады. Біз бұранданың енін жиек ажыратымдылығы ретінде анықтаймыз. Төменде көрсетілгендей, d өлшемі жиек ажыратымдылығының мәні болып табылады.
Ескертпе: Шеттік ажыратымдылық, сөзсіз, кішірек, соғұрлым жақсы, бірақ тұтынушылардың әртүрлі талаптары бірдей емес, сондықтан арнайы қапталған жиек ажыратымдылығы тұтынушы талаптарына сай болғанша.

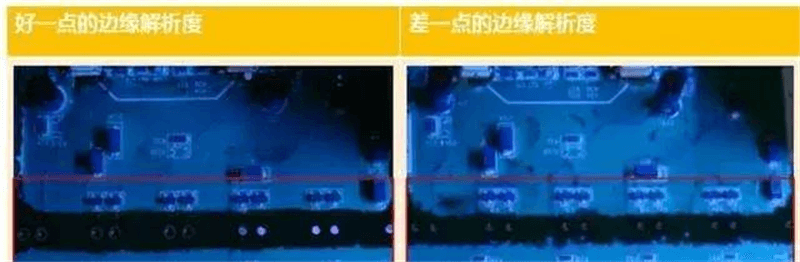
11-сурет: Шеттік ажыратымдылықты салыстыру
Біркелкілік
Желім біркелкі қалыңдық сияқты болуы керек және өнімде жабылған тегіс және мөлдір пленка болуы керек, өніммен жабылған желімнің біркелкілігіне баса назар аударылады, содан кейін қалыңдығы бірдей болуы керек, процесте ешқандай проблемалар жоқ: жарықтар, стратификация, сарғыш сызықтар, ластану, капиллярлық құбылыс, көпіршіктер.
12-сурет: Осьтік автоматты айнымалы ток сериясы автоматты жабу машинасының жабын әсері, біркелкілігі өте дәйекті
3. Қаптау процесін жүзеге асыру
Қаптау процесі
1 Дайындау
Өнімдер мен желім және басқа да қажетті заттарды дайындаңыз;
Жергілікті қорғаныстың орнын анықтау;
Процестің негізгі мәліметтерін анықтаңыз
2: Жуу
Дәнекерлеуден кейін қысқа мерзімде тазалау керек, дәнекерлеу ластануын болдырмау үшін тазалау қиын;
Сәйкес тазалау құралын таңдау үшін негізгі ластаушының полярлы немесе полярлы емес екенін анықтаңыз;
Алкогольді тазарту құралы пайдаланылса, қауіпсіздік мәселелеріне назар аудару керек: пеште жарылыс нәтижесінде пайда болған еріткіштің қалдық ұшпалануын болдырмау үшін жуғаннан кейін жақсы желдету және салқындату және кептіру процесінің ережелері болуы керек;
Суды тазалау, ағынды жуу үшін сілтілі тазартқыш сұйықтықпен (эмульсия), содан кейін тазалау стандарттарына сәйкес тазарту сұйықтығын тазалау үшін таза сумен шайыңыз;
3. Маскадан қорғау (егер селективті жабу жабдығы пайдаланылмаса), яғни маска;
Жабысқақ емес пленканы таңдау керек, қағаз таспаны тасымалдамайды;
IC қорғау үшін антистатикалық қағаз таспасын пайдалану керек;
Сызбалардың талаптарына сәйкес кейбір құрылғыларды қалқандық қорғаныс;
4. Ылғалды кетіріңіз
Тазалаудан кейін экрандалған PCBA (компонент) жабу алдында алдын ала кептіру және ылғалдандыру қажет;
PCBA (компонент) рұқсат еткен температураға сәйкес алдын ала кептіру температурасын/уақытын анықтаңыз;
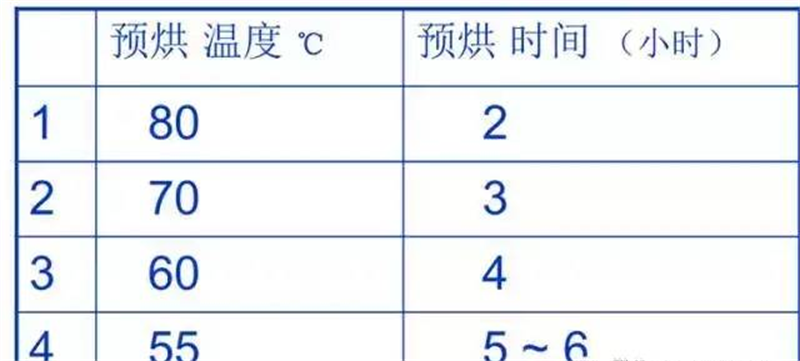
Алдын ала кептіру үстелінің температурасын/уақытын анықтау үшін PCBA (компонент) рұқсат етілуі мүмкін
5 Пальто
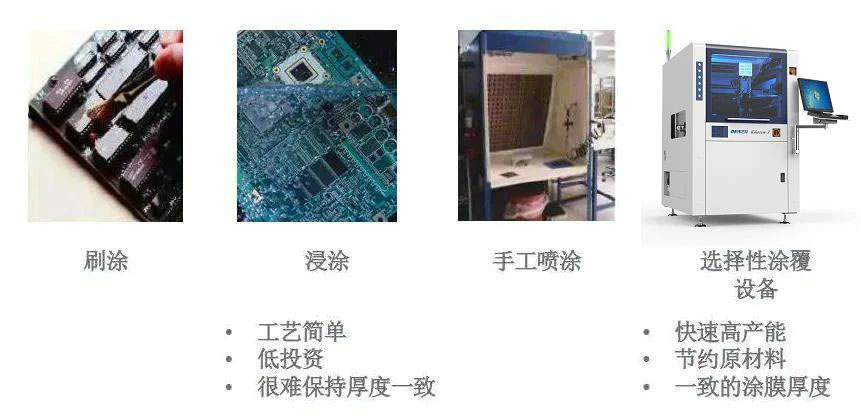
Пішінді қаптау процесі PCBA қорғау талаптарына, бар технологиялық жабдыққа және бар техникалық резервке байланысты, әдетте келесі жолдармен қол жеткізіледі:
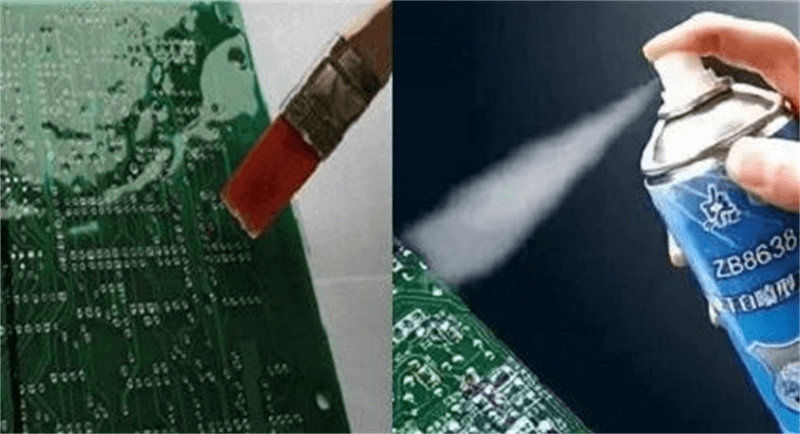
а. Қолмен щетка
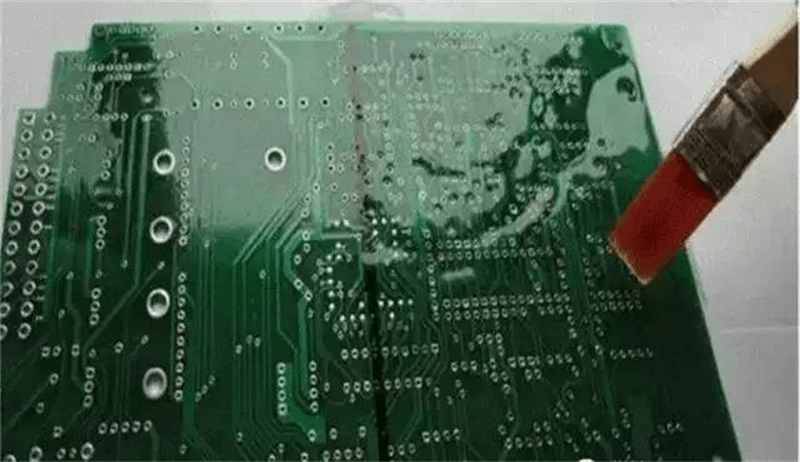
13-сурет: Қолмен щеткамен тазалау әдісі
Қылқаламмен қаптау - ең кең қолданылатын процесс, шағын сериялы өндіріске жарамды, PCBA құрылымы күрделі және тығыз, қатал өнімдерді қорғау талаптарын қорғауды қажет етеді. Өйткені бояуға рұқсат етілмеген бөліктер ластанбауы үшін щетка жабынын еркін басқаруға болады;
Қылқалам жабыны ең аз материалды тұтынады, екі компонентті бояудың жоғары бағасына сәйкес келеді;
Бояу процесі операторға жоғары талаптар қояды. Құрылыс алдында сызбалар мен жабынға қойылатын талаптар мұқият қорытылуы керек, PCBA компоненттерінің атаулары тану керек және жабуға рұқсат етілмейтін бөліктер көздің жауын алатын белгілермен белгіленуі керек;
Операторларға ластануды болдырмау үшін басып шығарылған қосылатын модульді кез келген уақытта қолдарымен ұстауға рұқсат етілмейді;
б. Қолмен батырыңыз
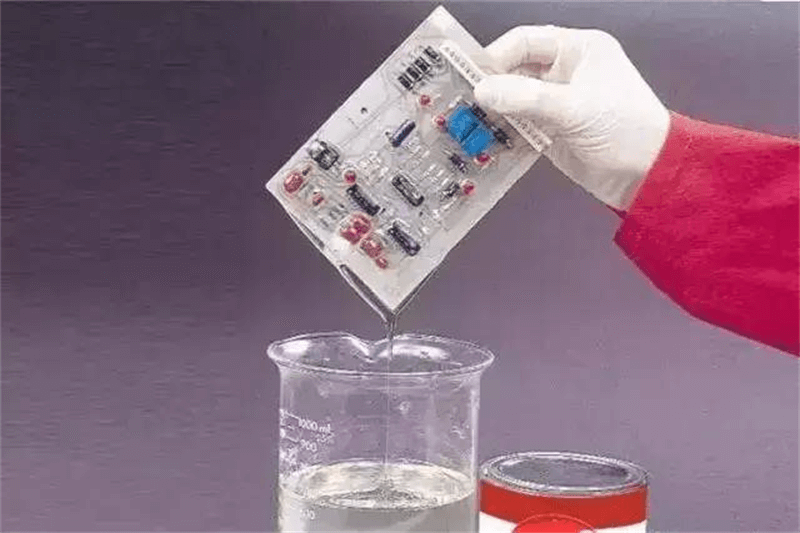
14-сурет: Қолмен бояу әдісі
Батырып жабу процесі жабынның ең жақсы нәтижелерін береді. Біркелкі, үздіксіз жабын PCBA кез келген бөлігіне қолданылуы мүмкін. Баптау процесі реттелетін конденсаторлары, дәл реттелетін магниттік өзектері, потенциометрлері, шыныаяқ тәрізді магниттік өзектері және герметикасы нашар кейбір бөліктері бар PCbas үшін жарамсыз.
Бақылауды бояу процесінің негізгі параметрлері:
Сәйкес тұтқырлықты реттеңіз;
Көпіршіктердің пайда болуын болдырмау үшін PCBA көтерілу жылдамдығын басқарыңыз. Әдетте секундына 1 метрден аспайды;
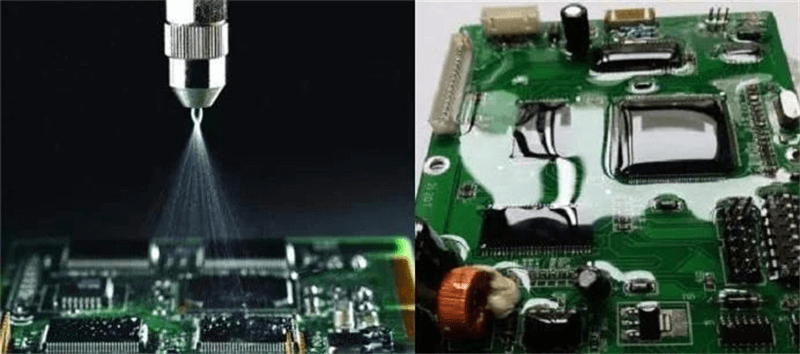
в. Бүрку
Бүрку - келесі екі санатқа бөлінген ең кең таралған, қабылдауға оңай технологиялық әдіс:
① Қолмен бүрку
15-сурет: Қолмен бүрку әдісі
Дайындама үшін қолайлы күрделірек, автоматтандыру жабдығына сену қиын, жаппай өндіріс жағдайы, сондай-ақ өнім желісінің әртүрлілігі үшін қолайлы, бірақ аз жағдай, ерекше позицияға шашыратылуы мүмкін.
Қолмен бүрку туралы ескертпе: бояу тұмандары ПХД қосылатын модулі, IC ұясы, кейбір сезімтал контактілер және кейбір жерге қосу бөліктері сияқты кейбір құрылғыларды ластайды, бұл бөліктер баспананы қорғаудың сенімділігіне назар аудару керек. Тағы бір мәселе, штепсельдік контакт бетін ластамау үшін оператор басып шығарылған штепсельді кез келген уақытта қолымен ұстамауы керек.
② Автоматты бүрку
Бұл әдетте таңдамалы жабын жабдығымен автоматты бүркуге қатысты. Жаппай өндіріске жарамды, жақсы консистенциясы, жоғары дәлдігі, қоршаған ортаның аз ластануы. Өнеркәсіптің жаңаруымен, еңбек құнының жоғарылауымен және қоршаған ортаны қорғаудың қатаң талаптарымен автоматты бүрку жабдығы біртіндеп басқа жабу әдістерін ауыстырады.
Өнеркәсіптің 4.0 автоматтандыру талаптарының артуына байланысты саланың назары тиісті жабын жабдықтарын қамтамасыз етуден бүкіл жабу процесінің мәселесін шешуге ауысты. Автоматты селективті жабын машинасы – дәл жабу және материалдың қалдықтары жоқ, үлкен көлемдегі жабынға жарамды, үш бояуға қарсы жабынның көп мөлшері үшін қолайлы.
Салыстыруавтоматты жабу машинасыжәнедәстүрлі жабу процесі
Дәстүрлі PCBA үш төзімді бояу жабыны:
1) Қылқалам жабыны: көпіршіктер, толқындар, щеткамен эпиляция бар;
2) Жазу: тым баяу, дәлдікті бақылау мүмкін емес;
3) Бүкіл бөлікті сулау: тым ысырап бояу, баяу жылдамдық;
4) Бүріккіш пистолетті бүрку: қорғанысты бекіту үшін тым көп дрейф
Қаптау машинасының жабыны:
1) Бүріккіш бояу мөлшері, спрей бояу орны мен ауданы дәл орнатылған және бүріккіш бояудан кейін тақтаны сүрту үшін адамдарды қосудың қажеті жоқ.
2) Пластинаның шетінен үлкен аралықтары бар кейбір қосылатын модульдер тақтаны орнату персоналын үнемдей отырып, арматураны орнатпай-ақ тікелей бояуға болады.
3) Таза жұмыс ортасын қамтамасыз ету үшін газдың ұшпауы жоқ.
4) Барлық субстрат көміртекті пленканы жабу үшін арматураны пайдаланудың қажеті жоқ, соқтығысу мүмкіндігін болдырмайды.
5) Үш бояуға қарсы жабынның қалыңдығы біркелкі, өндіріс тиімділігі мен өнім сапасын айтарлықтай жақсартады, сонымен қатар бояу қалдықтарын болдырмайды.
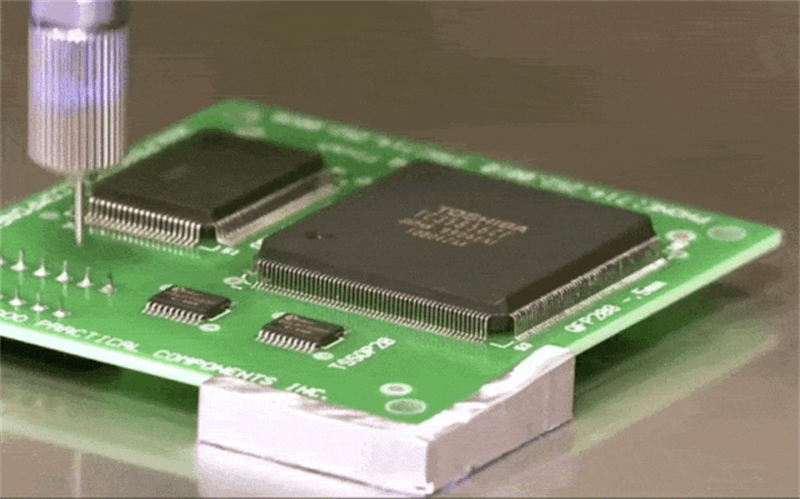
PCBA автоматты үш бояуға қарсы жабын машинасы үш бояуға қарсы интеллектуалды бүрку жабдығын бүркуге арналған. Шашыратылатын материал және қолданылатын бүріккіш сұйықтық әртүрлі болғандықтан, жабдықтың құрамдас бөлігін таңдаудағы жабын машинасы да әртүрлі, үш бояуға қарсы жабын машинасы соңғы компьютерлік басқару бағдарламасын қабылдайды, үш осьті байланысты жүзеге асыра алады, сонымен бірге камераның орналасуы және бақылау жүйесімен жабдықталған, бүрку аймағын дәл басқара алады.
Үш бояуға қарсы жабын машинасы, сонымен қатар үш бояуға қарсы желім машинасы, үш бояуға қарсы бүріккіш желім машинасы, үш бояуға қарсы май бүріккіш машина, үш бояуға қарсы бүріккіш машина, сұйықтықты бақылауға арналған, ПХД бетінде үш бояуға қарсы қабатпен жабылған, мысалы, ДК бетінің фотографымен жабылған сіңдіру, бүрку немесе айналдыру әдісі.
Үш бояуға қарсы жабынға сұраныстың жаңа дәуірін қалай шешуге болады, бұл салада шешілетін өзекті мәселеге айналды. Дәл селективті жабын машинасымен ұсынылған автоматты жабу жабдығы жаңа жұмыс әдісін әкеледі,жабын дәл және материалдардың қалдықтары жоқ, үш бояуға қарсы жабын үлкен саны үшін ең қолайлы.
Жіберу уақыты: 08 шілде 2023 ж





